|
Материалы и методы , применяемые при изготовлении стеклопластика.
(Данный материал представляет собой отрывки из трех разных глав книги , поэтому мне не удалось придать ему гладкую логическую структуру. С.Б. ) Производство современных корпусов из стеклопластика основано на принципе , известном с античных
времен - добавка в глину или гипс всего двух процентов волокнистой массы резко повышает их прочность , снижает
образование трещин при ударах и изгибах . Чем больше волокна вы кладете в пропорции к связующему , тем прочнее
получается их комбинация . Поэтому применение композитных материалов насчитывает
уже несколько тысячелетий .
Тканый ровинг . Тканый ровинг - тяжелая грубая ткань , состоящая из прядей стекловолокна . Благодаря тому , что волокна имеют большую длину и ориентированы в перпендикулярных направлениях , ровинг представляет собой очень прочное армирование . При равном весе , отформованный из одного только ровинга стеклопластик обладает в два раза большей прочностью , чем стандартный стеклопластик из ровинга и мата . Однако , чтобы изготовить качественный ламинат из чистого ровинга , требуется высокая квалификация и внимание . Без мягкого рыхлого материала , каким является мат , сложно добиться , чтобы сравнительно твердые и плоские слои ровинга надежно склеились друг с другом . Поскольку стеклопластик из ровинга с матом на практике обладает достаточными качествами для обычных лодок , мало кто из производителей идет на дополнительные расходы . Стеклоткань . Настоящая стеклоткань представляет собой очень прочный материал . Из-за своей дороговизны она применяется практически исключительно в конструкциях небольших лодок и для отделочных работ . В отличие от ровинга ткань имеет очень мелкую текстуру и часто используется при формовании как наружный слой для укрытия грубой поверхности ровинга и мата . К примеру , один-единственный слой стеклоткани изнутри корпуса позволяет получить красивую гладкую поверхность . Как следствие , тонкую стеклоткань часто именуют отделочной . Стандартная полиэфирная смола . Самой распространенной смолой для изготовления стеклопластика является полиэфирная . Смола в жидком виде смешивается с катализатором и акселератором , при этом происходит реакция полимеризации . Это означает , что молекулы пластика образуют друг с другом связи , превращаясь в жесткую структуру . В идеале весь корпус представляет собой одну молекулярную цепь . Катализатор .При всем разнообразии катализаторов , самым распространенным из них является продукт реакции метилэтилкетона с перекисью водорода , или пероксид (MEKP=methyl ethyl ketone peroxide) . Это очень опасное вещество - оно вызывает сильную коррозию и при попадании на кожу его необходимо смыть как можно скорее . Что еще интереснее - это агрессивное вещество может привести к взрыву . Когда акселератор , применяемый для ускорения процесса полимеризации , вступает в прямой контакт с пероксидом - если не взрыв , то как минимум пожар вам обеспечены . Как следствие , большинство смол , применяемых в судостроении , поставляются с уже введенным акселератором . Стандартный процесс формования стеклопластика. В течение последних сорока лет стандартным и самым простым способом формования корпуса является укладка чередующихся слоев тканого ровинга и стекломата . Как и в случае с заполнителем , мат между слоями ровинга улучшает их адгезию друг к другу . Однако в остальных случаях мат не должен содержать смолы более , чем это необходимо .
Особенности конструкции стеклопластикового корпуса
Места концентрации напряжений .
Из-за того что стеклопластик довольно
гибкий материал и в большинстве
случаев толщина его небольшая , он
может испытывать многократные изгибы в
местах концентрации напряжений ,
резких углов , установки оборудования ,
болтов и другого крепежа . Поэтому
крайне важно иметь в таких местах
подкладочные пластины , помогающие
распределить нагрузку ; для вклеивания
стрингеров , переборок и прочих
элементов мокрый угольник должен
обладать большой площадью ; все
переходы от одной толщины к другой
должны быть плавными . Переходы толщин заполнителя . Из-за того что толщина стеклопластика в сэндвиче меньше чем у сплошного , распределение нагрузок и устранение мест их концентрации здесь особенно важны . Согласно требованиям Береговой Охраны США и Американского Бюро Судоходства , переход от области , содержащей заполнитель к сплошному стеклопластику должен иметь плавную клинообразную форму .
Вторичные клеевые соединения .
При правильном процессе изготовления
стеклопластикового корпуса он
формуется одним непрерывным процессом
, где перерывы между укладкой слоев не
должны превышать 16 часов (чем меньше ,
тем лучше).
Недопустимость незащищенной древесины . В стеклопластиковых корпусах часто в качестве заполнителя применяется фанера или древесина . Внутри практически всегда присутствуют деревянные подкладки и панели - для крепления оборудования и интерьера . Если древесина играет роль коструктива (в отличие от обстройки) , она не должна оставаться незащищенной . Каждый деревянный элемент должен иметь покрытие . Если этого не будет , древесина не только может загнить , но что гораздо хуже - она будет многократно забухать и высыхать вместе с регулярными изменениями влажности . В конце концов (а иногда и довольно скоро) дерево растрескивается и отделяется от самОй стеклопластиковой конструкции , что очень плохо . Как правило , деревянные элементы , находящиеся в контакте со стеклопластиковой конструкцией , обильно покрываются смолой и затем гелькоутом из распылителя . Нужно иметь очень наметанный глаз , чтобы обнаружить элементы , замаскированные таким образом . Если дерево не имеет местного ламинированного или иного конструктивного крепления к стеклопластику , достаточно посадить его на морской герметик и обработать антисептиком или покрасить - одним словом , покрыть чем-нибудь со всех сторон , и сделать это на совесть .
Гелькоут и борьба с проявлением
текстуры .
Обычно процесс формования
стеклопластикового корпуса начинается
с нанесения разделительного воска на
внутреннюю поверхность матрицы и затем
покрытия ее поверхности гелькоутом из
распылителя - толщиной 0.5-0.76 мм . При
большей толщине гелькоут склонен к
образованию трещин , при меньшей
страдает качество поверхности .
Гелькоут представляет собой смолу
высокого качества с введенным цветным пигментом . Затем ему дают частично
полимеризоваться (три-четыре часа , в
зависимости от смолы) . Следующим шагом
на частично вставший гелькоут кладется
слой мата . Для большинства малых судов
длиной 7.5-9 м вес этого мата составляет
300-450 г/м2 . Для лодок меньшего размера
вес мата как правило 230-300 г/м2 . Этому слою
дают полимеризоваться (обычно до утра )
, после чего укладывается оставшийся
конструкционный пластик . Опять же ,
если длина корпуса превышает 9 м , следующим слоем идет мат весом 300-450 г/м2
, а для лодок менее 7.5 м - 230 г/м2 .
Назначение стекломата - избежать
проявления грубой текстуры
нижележащего конструкционного
материала , каким обычно выступает
ровинг . Мат эту задачу выполняет ,
потому что он мягкий , рыхлый и содержит
большое количество смолы (или мало
стекла , что одно и то же) . Смола : хранение и смешивание . При том , что стекломатералы для формования стеклопластика не имеют срока хранения , сами смолы представляют собой довольно летучие соединения . Я часто поражаюсь тому , как безответственно некоторые производители относятся к хранению и смешиванию смолы . Всегда следите за сроком годности смолы и не пытайтесь ее использовать после его истечения , иначе вам придется об этом пожалеть . Смола должна храниться в прохладном помещении , куда не попадает прямой солнечный свет . Емкости должны быть закрыты так , чтобы в них не могли проникнуть воздух и влага и даже в частично использованных бочках надо стараться свести количество конденсата к минимуму . Крайне важно , чтобы смола перед розливом и использованием была тщательно перетерта в емкости хранения . Многие необъяснимые случаи брака при формовании явились результатом игнорирования этих простых правил .
Современные ламинаты : волокна и
смолы .
За последние пятнадцать лет в обиход
вошло большое количество новых тканей и волокон
. Их применение
позволяет конструктору и строителю
создавать крепкие ,
жесткие и легкие корпуса . Как правило , такие ламинаты обходятся дороже , а
временами значительно дороже . Современные типы стекломатериалов : однонаправленные , биаксиальные и стеганые . Однонаправленные материалы (Uni-Di , UD) .
Еще один способ повысить механические
свойства ламината состоит в том ,
чтобы избавиться от изгибов вверх-вниз отдельных
волокон и выровнять их в том
направлении , где необходима прочность
. С этой целью производится укладка
волокон только в этом направлении .
Материал имеет форму рулона , в котором
отдельные волокна связаны друг с
другом либо прошивкой , либо какой-либо
эмульсией . Такой тип материала
называется однонаправленным .
Поскольку в этом случае волокна не
изгибаются вверх-вниз , переплетаясь с
поперечными , данный материал обладает
более высокой прочностью , чем даже
ровинг (состоящий из тканых пучков
волокон) . Все волокна ориентированы
одинаково , поэтому максимальная
прочность также будет только в этом
направлении . Плюс ко всему отдельные
волокна лежат близко друг от друга и
легко пропитываются смолой . Это
означает , что весовое отношение
волокна к смоле будет очень высоким -
вакуумированный ламинат из
однонаправленного стекловолокна
содержит 55-60% стекла , а в лучших
случаях - 65-70% .
К сожалению , на практическом пути применения чистых однонаправленных материалов лежат два препятствия . Первое и наиболее явное - прочность только в одном направлении . Чтобы его обойти , приходится укладывать однонаправленный материал в виде множества слоев под разными углами . Первый слой укладывается , к примеру , под углом 45 градусов к продольной оси корпуса , второй укладывается под противоположным углом , как в случае диагональной обшивки . Это именуется ±45 , +45/-45 или просто 45/45 . Как вариант , слои могут лежать вдоль и поперек продольной оси , что именуется 0/90 . Как и в случае с комби-матом (стекломатом , к которому пристеган тканый ровинг) , производители стекломатериалов предлагают варианты , совмещающие в себе однонаправленные слои . Это позволяет уложить два слоя за одну операцию . Такой тип тканей называется биаксиальным (даже если он имеет конструкцию 0/90) . Существуют также триаксиальные и квадроаксиальные ткани . Триаксиальные могут иметь конструкцию +45/-45/0 , где все три слоя простеганы воедино и имеют вид рулона . Комбинируя биаксиальные ткани конструкции 45/45 с тканью конструкции 0/90 , можно получить равную прочность во всех направлениях . Хотя это будет и прочнее , чем тканый ровинг , чистый однонаправленный ламинат в направлении укладки все равно обладает более высокими характеристиками .
Стеганые маты .
Второй проблемой применения
однонаправленных материалов является
отсутствие мата между слоями ,
обеспечивающего их надежную связь .
При тщательном подходе , с применением
вакуумирования и эластичной ,
заполняющей пустоты смолы , такой
вариант годится . Тем не менее для
большинства случаев все-таки
желательно некоторое количество
стекломата . Его количество - очень
деликатный вопрос . Во-первых , мат - это
непрочный тяжелый материал , поэтому
его надо использовать по минимуму . Во-вторых
, большинство стекломатов несовместимы
с высокопрочными смолами . Чтобы
разрешить это противоречие ,
производители предлагают материал ,
представляющий биаксиальную ткань с
пристеганным к ней тонким слоем мата ,
называя это стеганым матом (stitch-mat). Применяемые типы смол
Полиэфирная смола .
Нет никакого смысла в применении
современных видов тканей и
высокомодульных материалов со
стандартной полиэфирной смолой . Это
универсальная смола , которая
является стандартом в промышленности
на протяжении уже многих лет . Ее недостаток
состоит в том , что она довольно
хрупкая - при повышенных нагрузках она
покрывается трещинами , вместо того
чтобы растягиваться и затем принимать
свою первоначальную форму . Прежде чем
треснуть , ортофталевая полиэфирная
смола удлиняется примерно на 2 % при
прочности на разрыв в 65 МПа . Это
говорит о том , что когда тонкие
высокомодульные волокна и современные
ткани будут еще тянуться , достигая
своего рабочего диапазона , сама смола
уже растрескается.
Винилэфирная смола .
Чтобы максимально использовать
прочностные свойства современных
волокон , необходима смола ,
обладающая высокой прочностью и при
этом способная тянуться. В
судостроении такими смолами чаще всего
выступают винилэфирная и эпоксидная .
Винилэфирная обладает гораздо большей
эластичностью , чем любая из
полиэфирных - в среднем она тянется на 5%
, прежде чем треснуть и обладает
прочностью на разрыв в 82 МПа . Это
означает , что стеклопластик на основе
такой смолы будет много прочнее
полиэфирного и прочность
соединения оболочки с заполнителем
будет выше . Винилэфирная смола
обладает куда более высокой химической
и осмотической стойкостью , чем любая
из полиэфирных смол. Эпоксидные смолы . Смолы , обладающие еще более высокой прочностью - эпоксидные . Они тянутся как правило более чем на 5% , а прочность на разрыв составляет 86 МПа . Химическая стойкость у них еще выше , чем у винилэфирных . Благодаря своей способности заполнять мелкие пустоты и высокой эластичности , эпоксидные смолы обладают самой высокой прочностью на отрыв из всех стандартных смол . Как следствие , стеклопластик на основе эпоксидной смолы может с успехом формоваться без использования стекломата вообще (хотя для образования соединения сэндвичевого заполнителя с оболочкой и требуется предназначенный для эпоксидной смолы мат либо специальная шпатлевка ) . Если из ламината убрать стекломат , это позволит добиться наивысшего содержания в нем стекла или иного волокна , получив в итоге стеклопластик с самыми высокими механическими характеристиками . Качественно отформованный вакуумом ламинат из конструкционного стекловолокна (S) обладает прочностью на изгиб в 586 МПа . Это равноценно прочности нержавеющей стали при в пять раз меньшем весе и отсутствии коррозии . Стеклопластик такого рода весьма недешев - как по стоимости материалов , так и по квалификации работников и проектировщиков . Применяемое при этом оборудование плохо совместимо с полиэфирным техпроцессом . Поэтому на практике эпоксидные смолы более всего находят применение в области достижения предельных скоростей , в военной и спасательной технике . Высокомодульные ламинаты Ранее мы говорили толко о стандартных промышленных стеклопластиках - стекловолокно подразумевалось электротехническое (Е) , а смола - полиэфирная . В третьей главе были рассмотрены преимущества высокомодульных волокон в комбинации с винилэфирной и эпоксидной смолой . При применении этих материалов с одной стороны поверхности корпуса увеличение прочности будет весьма незначительным : только в сэндвичевой конструкции они показывают то , на что способны . При большей прочности и меньшей толщине (а стало быть массе) , они имеют вид легких тканей , позволяющих гибко организовать процесс формования . Для расчета толщины корпуса и палубы с применением этих волокон можно воспользоваться следующими правилами . Толщина стеклопластиковой оболочки при переходе на конструкционное (S) волокно и винилэфирную смолу . Используется конструкционное (авиационное) стекловолокно в виде однонаправленных , би- и три-аксиальных матов . Толщина расчитывается согласно стандартной сэндвичевой методике , затем толщина оболочек (но не заполнителя) уменьшается на 10 процентов . Вакуумирование оболочек и заполнителя желательно , однако приемлемо и качественное ручное формование . Смола - винилэфирная или эпоксидная .
Внутренняя кевларовая оболочка .
Кевлар используется только для
внутренних оболочек сэндвича . Он
обладает очень высокой стойкостью к
истиранию , поэтому имеется тенденция
располагать его и снаружи . К сожалению ,
при высокой прочности на разрыв кевлар
обладает весьма посредственной
прочностью на сжатие . А так как при
ударе именно наружный слой испытывает
сжатие , там ему не место . Возможен
вариант использования кевлара снаружи в
качестве дополнения к обычному
ламинату , и только с целью
повышения износостойкости . При
использовании кевлара изнутри (внутренняя
оболочка работает на растяжение , а это
и есть его сильная сторона )
расчитывайте
толщину внутренней оболочки согласно
стандартной методике и уменьшите ее (но
не заполнитель) на 15 процентов . Опять
же - вакуумирование оболочек и
заполнителя и винилэфирная или
эпоксидная смола . Стекло снаружи , кевлар внутри . Самая высокая прочность при наименьшем весе достигается путем применения ваккумным методом конструкционного стекловолокна для наружной оболочки сэндвича и кевлара - для внутренней . Применение стеганых матов при вакуумном формовании с винилэфирной смолой Конструкционное стекловолокно и кевлар стОят гораздо дороже , чем электротехническое . Для большинства же обычных судов (и даже очень крепких) применение стандартных стеганых однонаправленных материалов из электротехнического волокна с винилэфирной смолой позволяет получить легкий , прочный и ремонтопригодный корпус (в особенности с применением вакуумного формования). При расчетах толщины стеклопластика используется стандартная для сэндвича методика и удельный вес стекла определяется по ней . При вакуумном формовании реальная толщина оболочки будет несколько меньше - пластик будет плотнее и содержать меньше излишков смолы. Как результат , он будет более легким и прочным . Ориентация волокон стеганых матов . Стандартный ламинат , состоящий из мата с ровингом , имеет примерно равную прочность во всех направлениях . Вне зависимости от вида применяемых смол , биаксиальные ткани типа 45/45 или 0/90 имеют максимальную прочность только в двух направлениях . Прочность по диагонали у них низкая . Следовательно , при формовании требуется чередовать между собой материалы типов 45/45 и 0/90 . Получившийся ламинат будет обладать практически равной во всех напрвлениях прочностью . Графитовое и угольное волокно . Эти правила не распространяются на графитовые и угольные волокна (в принципе , это один и тот же материал , однако графит содержит меньше примесей и более прочный ). Хотя углепластик и обладает очень высокой жесткостью , он крайне мало растяжим (т.е. перед тем как разрушиться , тянется совсем немного). Это делает ламинаты на его основе хрупкими и склонными к внезапному и обширному разрушению . Их применение имеет реальный смысл при проектировании экстремальных конструкций . Расчеты должны быть очень тщательными и в данной книге они не рассматриваются .
Испытание сэндвича на прокол .
Все сэндвичевые ламинаты , как
стандартные на базе полиэфирной смолы
и электротехнического волокна , так
и на базе винилэфирной смолы и конструкционного волокна
или
кевлара , имеют одну одинаковую
проблему : их тонкие наружные слои можно проткнуть насквозь .
Некоторые закрывают на это глаза и идут
на риск с такой оболочкой , которая в прочих ситуациях выглядят
достаточно прочной . Однако так
поступать не следует - всегда надо
учитывать сопротивление точечным
нагрузкам . Когда речь идет о легком
прогулочном катере или быстроходном
гоночном судне , можно и переступить
границу безопасности , при условии что
конструктор , строитель и будущий
экипаж в курсе этих слабых мест . Для
всех прочих лодок днищевой ламинат
должен выдерживать следующий тест .
И если он его не выдерживает , толщину
оболочки следует увеличить . |
||||
|
|

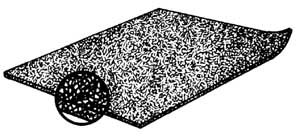 Стекломат , он же просто мат ,
представляет собой стекловолокна ,
нарубленные мелкими кусками длиной от
12 до 50 мм и склеенные друг с другом
временным связующим - эмульсией . Из-за
того , что волокна короткие и
ориентированы хаотично , мат не
отличается прочностью. Однако он легко
пропитывается смолой , так как является
мягким , толстым и рыхлым , похожим
на губку при пропитывании . Мат хорошо
использовать для клеевого соединения
слоев из других видов стекломатериалов
и заполнителей . Поэтому самый
популярный способ формования корпуса -
это укладка чередующихся между собой
слоев ровинга и мата .
Стекломат , он же просто мат ,
представляет собой стекловолокна ,
нарубленные мелкими кусками длиной от
12 до 50 мм и склеенные друг с другом
временным связующим - эмульсией . Из-за
того , что волокна короткие и
ориентированы хаотично , мат не
отличается прочностью. Однако он легко
пропитывается смолой , так как является
мягким , толстым и рыхлым , похожим
на губку при пропитывании . Мат хорошо
использовать для клеевого соединения
слоев из других видов стекломатериалов
и заполнителей . Поэтому самый
популярный способ формования корпуса -
это укладка чередующихся между собой
слоев ровинга и мата .
 Чаще всего
производители приобретают мат и ровинг
в виде уже пристеганых или приклееных
друг к другу слоев того и другого ,
называя это комби-матом или фаб-матом .
Такие материалы снижают трудозатраты ,
позволяя за одну операцию укладывать
сразу два слоя .
Чаще всего
производители приобретают мат и ровинг
в виде уже пристеганых или приклееных
друг к другу слоев того и другого ,
называя это комби-матом или фаб-матом .
Такие материалы снижают трудозатраты ,
позволяя за одну операцию укладывать
сразу два слоя . Что бывает , когда эти шаги не
соблюдаются , можно наблюдать на
фото корпуса , поступившего в ремонт
. Попав в шторм , он буквально начал
разваливаться на части . Переборка (элемент
жесткости) была выдернута из корпуса
одной рукой . Фирма-изготовитель не
только не потрудилась обеспечить
качество соединений , но и не применила
пенопластовые прокладки (или хотя бы
галтели) для придания радиуса
угольнику .
Что бывает , когда эти шаги не
соблюдаются , можно наблюдать на
фото корпуса , поступившего в ремонт
. Попав в шторм , он буквально начал
разваливаться на части . Переборка (элемент
жесткости) была выдернута из корпуса
одной рукой . Фирма-изготовитель не
только не потрудилась обеспечить
качество соединений , но и не применила
пенопластовые прокладки (или хотя бы
галтели) для придания радиуса
угольнику .